철을 이용한 전통 정련⋅단접 과정 적용 소재별 표면무늬 금속학적 비교 연구
A Comparative Study on the Surface Patterns Applied to the Traditional Refining and Forge Welding Process Using Iron
Article information
Abstract
전통 제철 공정 중 단야공정에서 나타나는 다층구조 무늬의 선명도를 향상시키고자 재현실험을 통해 생산된 사철강(SI)과 탄소의 함량이 다른 3종류의 현대강인 경강(HS), 고탄소강(CS), 니켈탄소강(NiS)을 각각 단접한 소재 SIHS(사철강 + 경강), SICS(사철강 + 고탄소강), SINiS(사철강 + 니켈탄소강)을 대상으로 분석하였다. 사철강과 탄소의 함량이 다른 3종류의 현대강의 접합면에 대한 미세조직 관찰 결과, SINiS의 경우 다른 소재에 비해 단접면의 단접이 잘 이루어졌고 표면무늬 또한 두드러지게 관찰되었다. 결정립 크기는 소재별 큰 차이는 없었으나 경도는 SICS가 가장 높았다. 소재별 접합면에 대한 전자빔 미세분석법 측정 결과, SINiS의 경우 니켈과 탄소가 함유되어 표면무늬의 선명도가 다른 소재에 비해 높은 것으로 관찰된다. 이상의 결과를 통해 전통단접기술의 특징인 다층구조 소재에서 표현되는 표면무늬의 선명도를 높이기 위해서는 니켈이 함유된 탄소강이 가장 적합함을 확인할 수 있었다.
Trans Abstract
This research has analyzed SI, the traditional steel, and SIHS(SI + HS), SICS(SI + CS), and SINiS(SI + NiS), the materials that were produced through welding and reprocessing three modern steel- HS, CS, and NiS- that have different carbon content. The purpose of the analyzation was to improve the definition of the multi-layered pattern that appears in the forging process. In observing modified structures on the commissures of three modern steel that have different carbon component to the SI, SINiS produced the most significant multi-layered pattern as well as the excellent welding quality. The excellent welding quality was due to the content of nickel which helped the forge welding process with other materials. There was no significant difference in crystal grain per materials, and SICS showed the highest hardness. At the measurement of EPMA for commissures of the materials, SINiS showed the highest definition of the multi-layered pattern due to the nickel and carbon content. The results above showed that the carbon steel with nickel content is the best material for the most definite multi-layered pattern, expressed from the multi-layered structure which is a characteristic of traditional forge welding technology. It is expected that the result of this research can be utilized as the technical data in further researches regarding the relics excavated from ancient welding process and their multi-layered structure and patterns.
1. 서 론
우리나라에 철기가 보급된 시기는 중국 전국시대말경이며, 기원전 2세기 무렵 중국 한의 단조철기 문화의 도입으로 철기 사용이 보편화되었다(Song, 1997).
철기 유물들은 초기철기 시대로부터 삼국시대, 통일신라, 고려 등 지속적으로 폭 넓은 지역에 분포하고 있으며 각 유물의 제조 공정은 시대별로 발전하거나 기술의 전수가 중단되는 등 복잡 다양한 형태를 보인다(Ko, 2002).
일반적으로 고대 철 생산은 철광석과 사철을 환원시켜 불순물인 슬래그를 1차적으로 분리시켜 괴련철을 생산하는 제련공정과 괴련철 내부의 불순물을 제거하는 정련공정, 물성개선과 철기를 제작하는 단야공정을 거쳐 생산하게 된다. 그 중 단야공정은 재료의 표면을 직접 두드림으로써 표면의 강도를 증가시키는 단조와 강도가 증가한 표면을 접어 적층하여 내부까지 강화시키는 단접의 특징을 가지고 있다. 정련 및 단야공정에서 생긴 탄소의 함량에 따른 반복적인 적층의 결과는 다층구조로 확인되며 이는 육안상이나 미세조직으로도 관찰 가능하다.
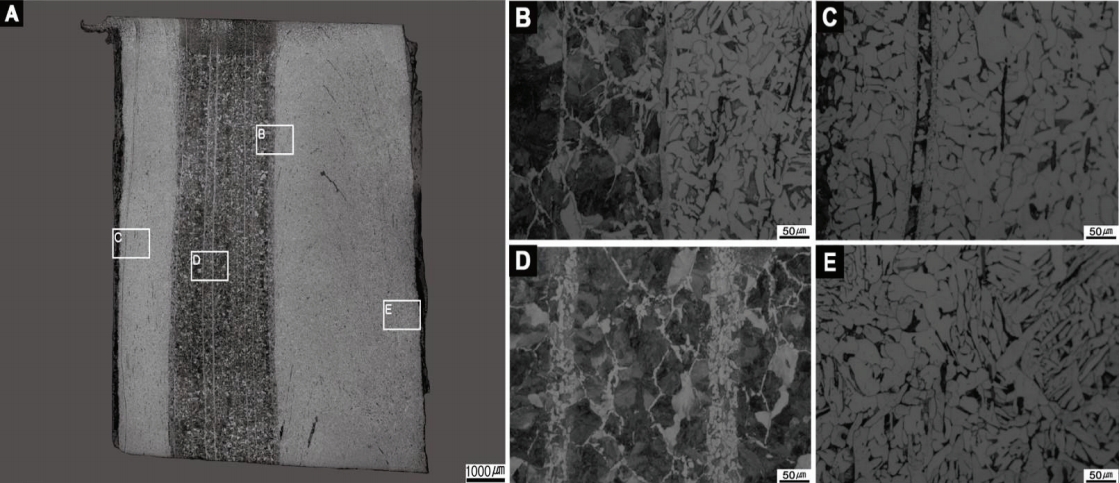
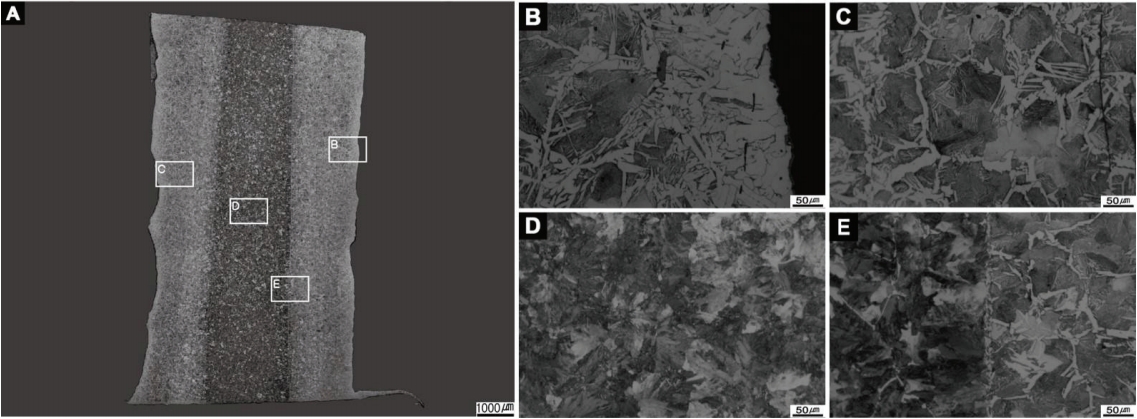
반복적인 적층은 표면에서도 관찰이 가능하며 이는 단야공정 시작 전 조대한 조직을 가진 강괴가 단조와 단접공정을 거친 후에 미세한 조직이 표면에 Figure 1의 도면처럼 물결무늬로 나타나기 때문이다(Keum, 1987). 고대 철기의 다층구조 무늬는 단면의 미세조직으로 확인이 가능하나 제작상의 어려움에 비해 표면무늬의 선명도는 낮다는 단점이 있다(Figure 1).
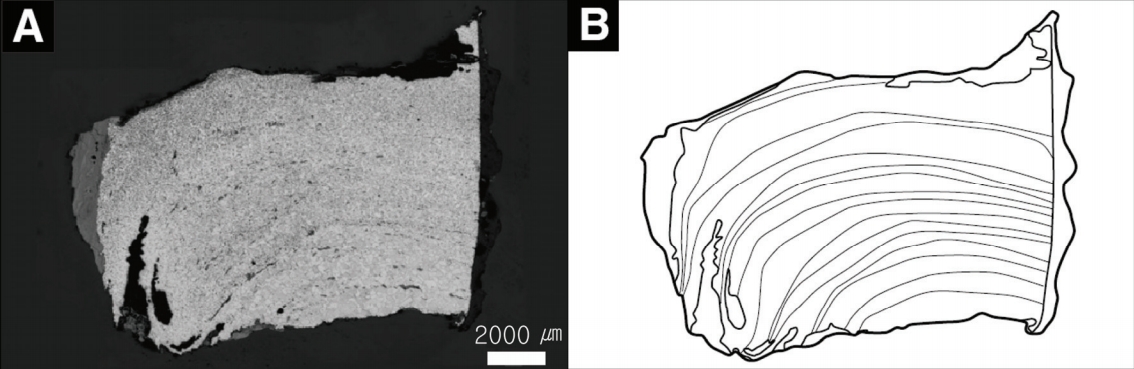
The multi-layered structure shown in steel sword excavated from Myeongam-Li, Asan(AD 2∼3C). (A) Full shot(× 50), (B) Schematized multi-layered structure.
반면 고대 강한 강도와 인성을 지닌 다마스커스 강(Damascus steel)은 보다 선명한 표면무늬로 유명하다. 19세기 중엽 대장장이 기술자들과 연구자들은 다마스커스 강의 아름다운 무늬를 보다 선명하게 제작해 낼 수 있는 방법을 연구하여 무늬를 재현하였다. 이와 같은 철기 공정, 재료 및 무늬의 재현이 어느 정도 가능해짐에 따라 표면무늬를 활용한 다양한 연구가 진행되고 있다(Jung, 2010).
Wadsworth와 Lesuer의 경우 고대와 현대 다층구조의 연관성과 흐름에 대한 연구를 진행했으며(Wadsworth and Lesuer, 2000), Eric M.은 고대 다층구조의 특징을 이용하여 표면의 무늬나 적층방법과 같은 기계적 특징, 물성 개선 등의 연구를 진행한 바 있다(Taleff, et al., 2001).
국내의 경우 다마스커스 무늬에 대한 문학적 및 이론적 배경은 다수 언급되나 1987년도에 다마스커스 강철의 제조 공정과 현대 가공 열처리를 비교한 연구를 제외하곤 고대 단야공정에서 출토된 유물의 표면무늬와 다층구조를 활용한 연구는 거의 없는 실정이다.
그러므로 본 연구는 탄소의 함량이 다른 강을 적층하여 제조한 다마스커스 강을 응용하여 전통단접기술로 제작한 사철강(SI)와 C의 함량이 다른 3종류의 현대강을 단접시켜 표면무늬와 재료학적 특징을 알아보았다.
2. 정련⋅단접 소재 및 제작 재현실험
2.1. 정련⋅단접 소재
정련⋅단접 공정으로 내부까지 강화된 소재는 탄소의 함량 차이로 겹겹이 적층된 다층구조의 모습을 나타낸다. 다층구조는 공정의 단계를 짐작할 수 있을 뿐만 아니라 단접을 통해 강도와 인성을 증가시킴을 알 수 있다. 고대 철기 유물 중 반복적인 적층으로 다층구조가 유물에서 나타나는 사례가 다수 존재하며 그 예로 아산 명암리에서 출토된 철제도(AD 2∼3C)을 통해 확인할 수 있다. 관찰 결과 탄소의 함량에 따라 색상 및 미세조직이 구분되며 이러한 특징을 통해 유물의 제조공정과 단면의 다층구조를 확인할 수 있었다(Figure 1).
고대 다마스커스 강의 경우, 표면에 나타나는 무늬가 선명하여 형태 파악이 쉽다. 다마스커스 강의 제조법에 대한 연구로는 1929년 본 하넥커(Von K. Harnecker)가 고대 철 제조 공정을 통해 강철의 탄소량을 높인 사례가 있다. 이 제조법은 용광로에 0.07% 스웨덴산 강을 12∼24일 동안 가열(1,000∼1,100℃)시킨 후 서서히 식혀 낮은 온도에서 단조를 반복하는 방법이다. 이 방법으로 강철의 탄소의 함량을 0.07%에서 약 1.47% 로 증가시켰다(Wadsworth and Sherby, 1980). 본 하넥커의 실험을 기점으로 강의 강도와 인성을 향상시키는 연구가 활발히 이루어졌다.
20세기 후반에 들어서면서 다마스커스 강에 대한 연구는 고대의 실험고고학을 넘어 현대의 응용과학적으로 발전되었다. 1975년에 미국의 셔비(Sherby)교수는 고대 다마스커스 강의 강한 강도와 인성에 대한 실험연구 중 탄소의 함량이 1% 이상인 고탄소강(초고탄소강: ultra-high carbon steel)이 적절한 가공 열처리를 거치면 600∼800℃의 온도에서 초소성(超塑性)을 나타낸다는 것을 발견했다. 이는 고대와 현대의 물리 야금학적 지식의 융합된 결과라고 볼 수 있다.
2.2. 정련⋅단접 소재 제작 재현실험
정련 및 단야공정을 진행에 필요한 괴련철을 만들기 위해 제련을 진행하였다. 제련에 이용한 원료는 사철이다. 최초 제련로(製鍊爐)의 온도는 사철을 녹일 수 있는 1,600℃로 올린 후 사철과 목탄(木炭)을 단계별로 장입하여 제련을 하였다. 이때 주기적으로 슬래그를 배출함으로 제련로 내부의 찌꺼기를 제거하였다. 이런 과정을 통해 최종적으로 괴련철을 생산하였다(Cho et al., 2018).
정련 및 단야공정에서 필요한 재료는 숯(1.16 kg), 숯과 볏짚(1.00 kg), 황토물(황토: 1.16 kg, 물: 10.52 kg), 경주 감포 해안가에서 채취한 사철이다. 제련을 통해 얻은 괴련철을 이용하여 정련을 실시하고 가열된 괴련철을 모루 위에 망치를 이용하여 단야과정을 실시하였다. 1회 단접시 평균 140회 정도 단조를 실시하였으며 총 12회 단접하여 최종적으로 다층구조 소재를 제작하였다.
괴련철의 정련 및 단야공정을 통한 다층구조 재료의 제작은 다음과 같다(Figure 2).
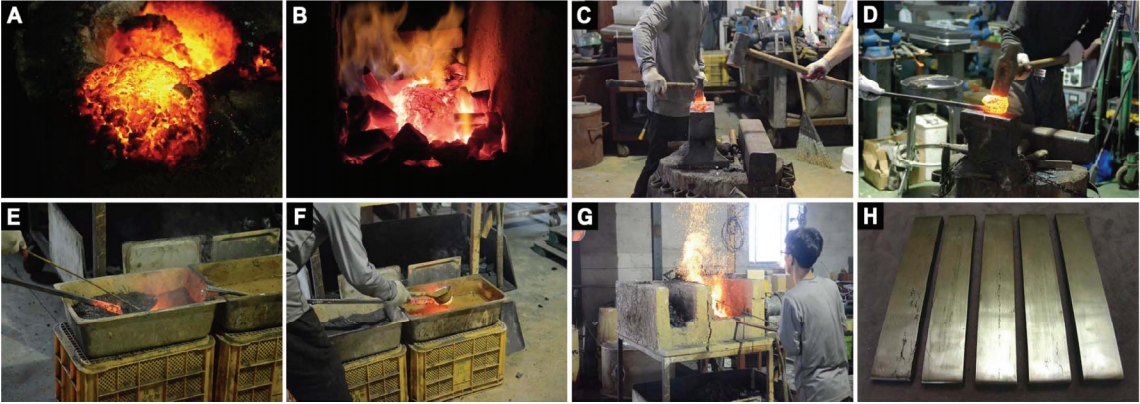
Refining and forge welding process. (A) The bloom after smelting, (B) Heating smithery hearth till 1,200℃, (C) Folding the bar in half, (D) Forge welding the bar, (E) Applying charcoal powder over the bar, (F) Coating the bar with loess, (G) Reheating forge welded bar, (H) Finished bar at every stage of the refining and forge welding(Oh et al., 2018).
숯(20 kg)을 넣어 1,250℃로 온도를 올려 노를 가열한다. 이 후 괴련철(Figure 2A)을 장입하여 1차 정련을 시작한다(Figure 2B). 가열된 괴련철을 꺼낸 후 망치를 이용하여 단조 및 단접을 실시하고(Figure 2C, D), 숯과 볏짚을 괴련철 표면에 묻혀 탈탄을 방지했다(Figure 2E, F). 그리고 괴련철을 다시 노에 넣어 숯을 추가 장입하였다(Figure 2G). 위의 과정을 1회차로 명명하였고 이를 총 12회 실시하였다(Figure 2H). 단접과정은 가열된 괴련철의 중앙에 홈을 내고 홈을 중심으로 양쪽의 철을 접는 방법으로 위의 단계를 통해 최종적으로 다층구조의 소재를 생산하였다.
재현실험을 통해 얻은 사철강은 단접공정의 특징인 다층구조의 무늬를 관찰하고자 시료의 단면과 표면을 연마하였다. 관찰결과 단면에서는 다층구조 무늬가 확인되나 표면은 관찰하기 어려웠다(Figure 3).
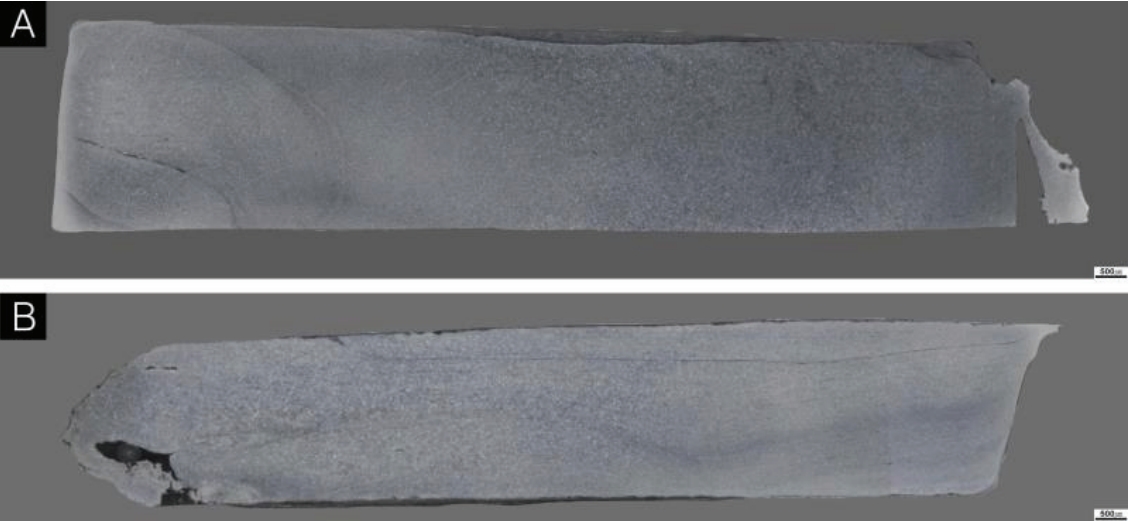
The pattern of the SI produced through scouring and forging process(× 20). (A) Surface, (B) Cross section.
이에 단야공정의 영향으로 생긴 다층무늬를 보완하고자 탄소의 함량이 다른 3종류의 현대강과 사철강을 단접시킨 후 재공정을 실시하여 표면에 형성되는 무늬를 비교하고 재료학적 특징을 알아보았다.
3. 연구대상 및 방법
3.1. 연구대상 시료
강괴의 다층구조와 표면에 나타나는 무늬를 비교하기 위해 먼저 연구대상에 모두 사용되는 사철강(SI)를 생산하였다. SI(사철강, Pure steel)를 생산하기 위해 경주 감포에서 채취한 사철을 이용하여 재현실험을 진행하였고, 다층구조 소재인 SI를 생산하였다. SI만으로는 다층구조 무늬가 선명하지 않아 탄소의 함량 차이를 이용하여 무늬를 관찰하였다. 접합강으로는 일반적으로 사용되는 HS(경강, Hard steel), 탄소의 함량이 높은 CS(고탄소강, Carbon steel), 단접을 원활하게 해주는 NiS (니켈탄소강, Nickel carbon steel)을 SI와 접합시켰다(Figure 4).

Samples of material. (A) SI, (B) SIHS, (C) SICS, (D) SINiS.
분석대상 시료로 SI, SIHS(사철강 + 경강), SICS(사철강 + 고탄소강), SINiS(사철강 + 니켈탄소강)이다. SI는 사철을 제련하여 괴련철을 생산한 후 정련 및 단접공정을 통하여 다층구조의 소재로 생산한 강괴이다. SIHS, SICS, SINiS는 SI를 중앙에 위치시킨 후 양옆으로 각각의 현대강을 용접을 통해 접합시켜 하나의 강괴를 생산한다. 이 후 사철강을 만드는 방법과 동일하게 단접하여 최종적으로 다층구조의 소재를 제작하였다(Figure 4).
각 소재의 특성과 탄소의 함량을 분석한 결과 먼저 현대강과 단접되는 주소재인 SI의 경우 단야과정을 통해 12회 단접하였으며 탄소의 함량은 0.18 wt%의 함량을 가지고 있다.
HS의 경우 경강이라고도 불리며 훅, 볼트, 너트, 실린더, 레일, 스프링 등 현대에 일반적으로 쓰이는 탄소강이다. 탄소의 함량 분석 결과 0.47 wt% 함량을 가지고 있다. 일반적으로 쓰이는 HS와 SI의 단접을 통해 외관상 표면무늬를 비교하였다.
CS는 고탄소강으로 탄소의 함량 분석 결과 0.87 wt% 함량을 가지고 있다. CS를 SI와 단접시켜 탄소의 함량의 차이를 극대화 시켜 표면무늬를 비교하였다.
NiS는 니켈과 탄소가 첨가된 특수강이다. NiS를 탄소의 함량 분석 결과 0.75 wt% 함량을 가진다. NiS를 사용한 이유는 NiS를 SI와 단접시킨 강과 SI의 표면무늬를 비교하기 위함이었다.
3.2. 연구방법
3.2.1. 미세조직 관찰 및 화학조성 확인
미세조직 관찰 및 화학조성 확인을 위해 각 시료들을 Water-Jet(SJA-T300, Tops, JPN)을 이용하여 분석에 알맞게 절단하였다. 단면 관찰이 용이하도록 에폭시 수지로 마운팅(mounting)하여 연마를 실시하였다. 금속현미경(DM-2500M, Leica, DEU)을 이용해 미세조직을 관찰하였으며, 미세조직 내에 존재하는 비금속개재물은 주사전자현미경(scanning electron microscope, SEM)(MIRA3, Tescan, CZE)과 에너지 분산형분광계(energy dispersive spectrometer, EDS)(QUANTAX 200, Bruker, DEU)를 이용하여 조사하였다. 분석 시료는 백금(Pt)으로 코팅하여 시료의 전도도를 높이는 한편 조성비에 미치는 영향을 최소화하였다.
화학조성을 더 면밀하게 분석하기 위해서 EDS방식에 비해 정확하게 분석이 가능한 전자 탐침 미세분석기 (electron probe X-ray micro analyzer, EPMA)(EPMA1610, Shimadzu, JPN)를 이용하여 면분석을 진행하였다.
3.2.2. 결정립 크기 분석
정련 및 단야공정에서 생산된 SI 및 SI와 접합하여 생산한 3종류 단접강의 기계적 성질을 알아보기 위해 결정립의 크기를 분석하였다.
Grain size 측정은 Chart ratings이 많이 사용되지만 직접측정이 가장 일반적이다. 그 중 Line-intercept method를 이용하여 결정립 크기를 분석하였다. Line-intercept 방법은 단위 길이당 결정립 수를 측정하여 grain size의 표면적 또는 용적의 크기를 결정하는 방법으로 가공 방향과 직각 또는 평행으로 횡단된 용적 또는 면적을 측정하는 방법을 말한다. 계산식은 다음과 같다.
3.2.3. 비커스 경도 측정
SI와 3종류 단접강의 경도 변화를 파악하고자 미세조직 관찰과 마찬가지로 에폭시 수지로 마운팅(mounting)하여 연마를 실시한 후 측정하였다. 측정위치는 금속조직에 따라 6회 경도 측정하였다. 측정 방법은 피라미드형 다이아몬드를 사용하는 KOLAS-마이크로 경도시험기(JP/MMT-7, Matsuzawa, JPN)를 이용하여 비커스 경도를 측정한 후 평균값을 산출하였다.
4. 연구결과
4.1. 미세조직 관찰 결과
4.1.1. SI(사철강)
정련 및 단야공정에서 생산된 소재로 12회의 단접 과정을 거쳤다. 강괴의 표면이었던 부분은 숯가루와 황토물로 인해 침탄 가열 되었다가 다시 내부로 들어가 층을 생성하였다. 강괴를 1회 단접하게 되면 2개의 층이 생성되며, 12회 단접할 경우 최종 생산되는 층은 총 4,096(2¹²)층이다.
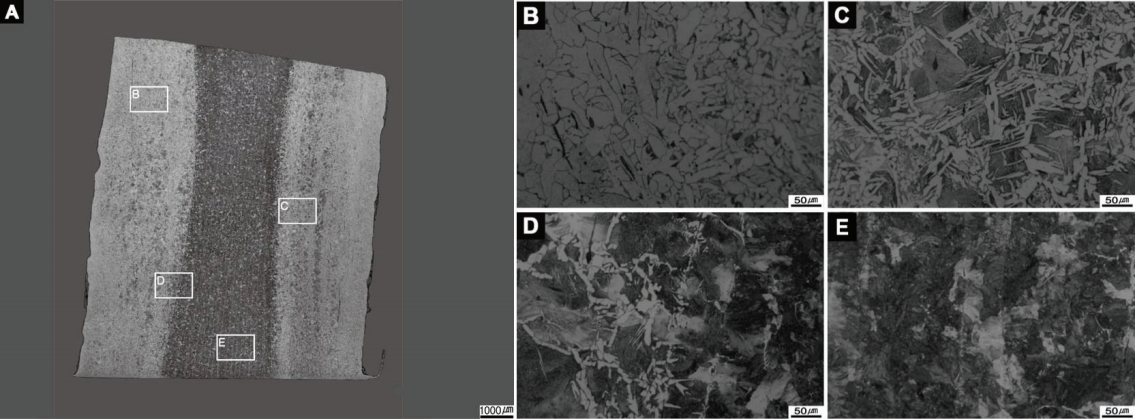
Figure 5는 사철강의 미세조직을 금속현미경으로 관찰한 사진이다. 관찰 결과 사철강은 아공석강이며 미세조직은 모두 순철조직의 페라이트(Ferrite)와 층상구조의 펄라이트(Pearlite)로 이루어져 있으며 탄소의 함량에 따라 여러 층위들이 관찰된다(Figure 5).
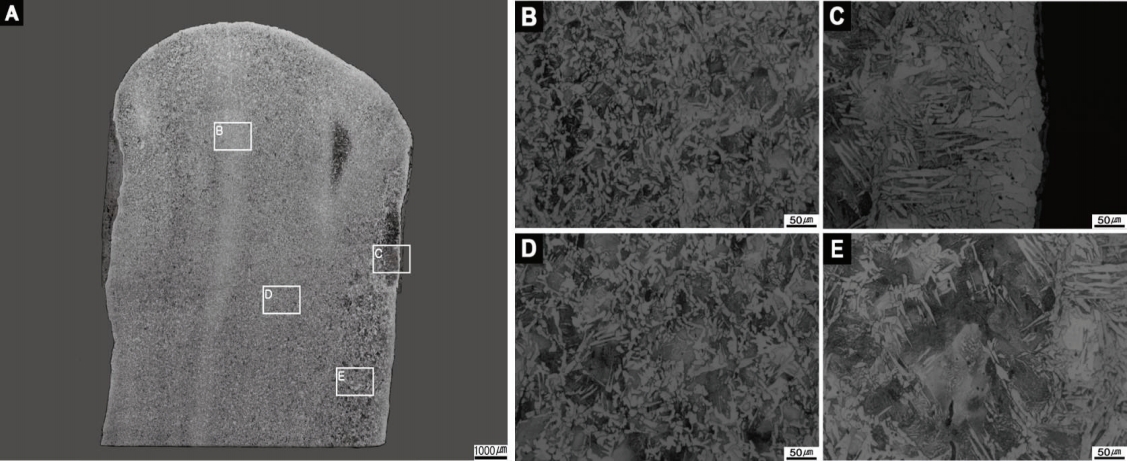
Metallographic structure of SI. (A) Full shot(× 50), (B) Minute particles of ferrite within the Perlite(× 200), (C) Widmanstatten ferrite(× 200), (D) Widmanstatten structure of the inside(× 200) and (E) Widmanstatten formed on the perlite crystal grains at the bottom(× 200).
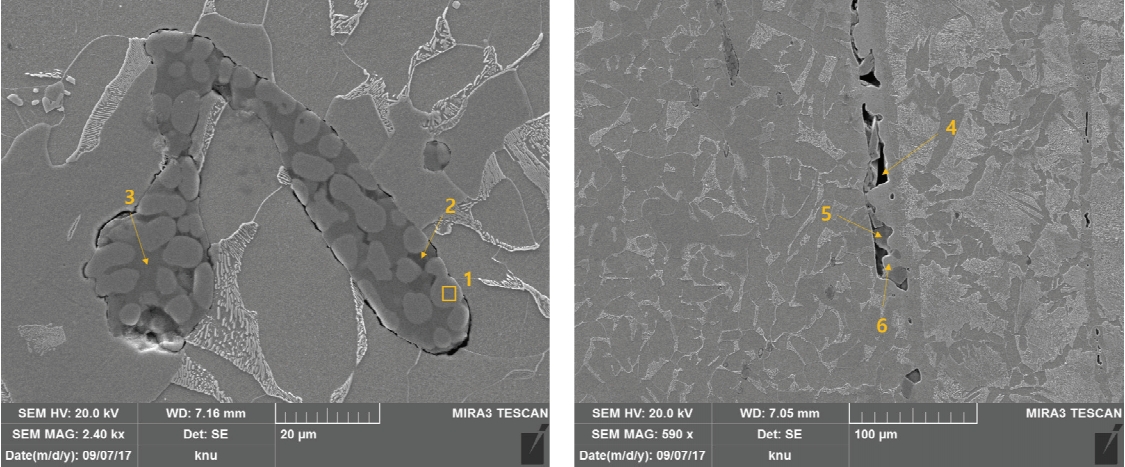
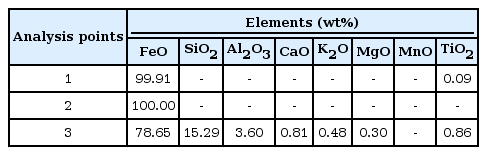
접고 두드리는 단접과정에서 표면이었던 부분이 다시 내부로 들어가는 과정이 반복되면서 단접방향으로 비금속 개재물이 연신하는 것을 관찰하였다. 단접면을 따라 연신하고 있는 비금속개재물을 SEM-EDS로 분석한 결과 유리질 바탕에 형성된 우스타이트(Wüstite)와 SiO2의 함량이 높은 파얄라이트(Fayalite)로 확인되었다. 우스타이트(Wüstite)는 FeO와 산소 또는 철과의 고용체이다.
내부로 갈수록 탄소의 함량이 낮은 페라이트(Ferrite)가 증가하면서 과열냉각 조직인 비드만스테튼(Widmanstatten)가 관찰되었다. 우측에 관찰되는 과열냉각 조직인 비드만스테튼의 존재로 단접 공정시 급랭이 이루어진 표면이었던 것을 알 수 있다.
SEM-EDS 분석 결과 1번과 4번의 분석지점에서는 철산화물이 관찰되며 2번 분석지점에서는 펄라이트(Pearlite), 3번과 5번 분석지점에서는 우스타이트(Wüstite), 6번 분석 지점에서는 파얄라이트(Fayalite)가 관찰되었다(Table 1, Figure 6).
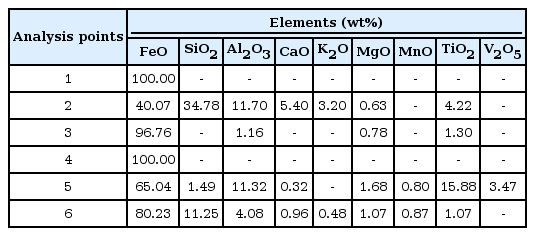
The EDS result of SI
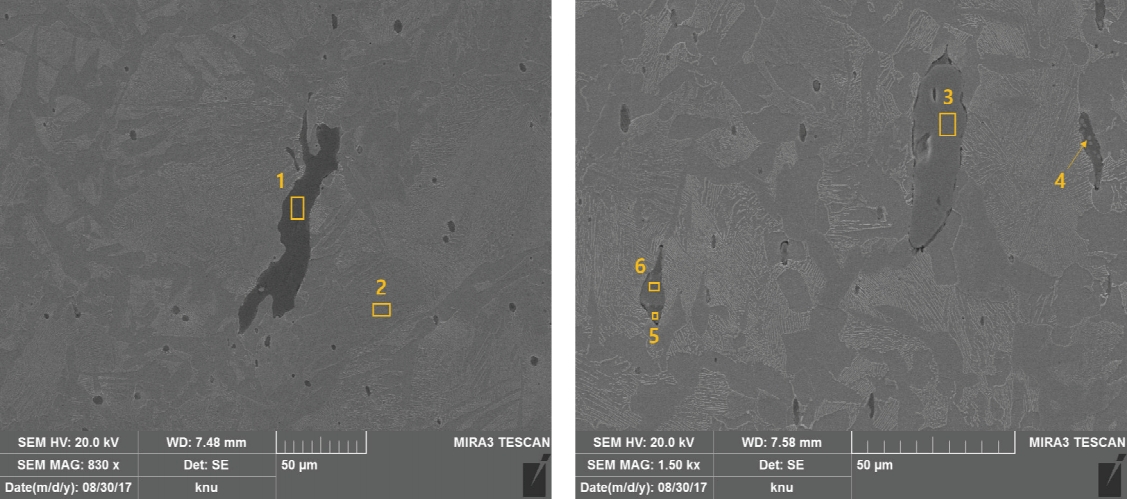
The SEM image and EDS analysis location of SI.
4.1.2. SIHS(사철강 + 경강)
Figure 7은 SI와 HS을 단접시켜 만든 단접강으로 우측 단접면 관찰시 조직의 차이로 서로 다른 강을 접합시킨 것을 알 수 있다. HS의 경우 금속현미경 관찰시 내부 탄소의 함량 차이가 나타나는데 이는 원재료가 생산되는 과정에서 압연된 것으로 판단된다(Figure 7).
Metallographic structure of SIHS. (A) Full shot(× 50), (B) Forge welded face of HS + SI(× 200), (C) Ferrite and non-metallic inclusion on the middle-left, (D) Ferrite elongated of perlite(× 200), (E) Ferrite and carbides(× 200).
SIHS의 단접면을 금속현미경으로 관찰한 결과 SI는 탄소의 함량이 적은 페라이트(Ferrite)가 대부분인 반면 HS는 탄소의 함량이 많은 펄라이트(Pearlite)가 관찰되었다. 그리고 단접면에서 강의 불순물인 비금속개재물이 관찰되는데 이는 SI와 HS를 단접하는 과정에서 단접이 잘 이루어지지 않았음을 알 수 있다(Figure 7).
단접면 내에 존재하는 비금속개재물의 성분 분석 결과 1번과 5번은 우스타이트(Wüstite)이며, 4번은 파얄라이트 (Fayalite), 2번과 3번은 유리질 바탕임을 확인하였다(Table 2, Figure 8).
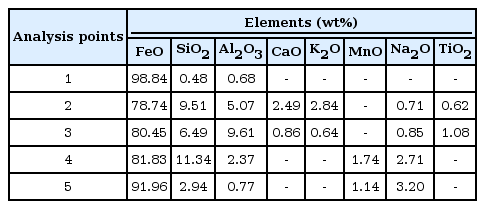
The EDS result of SIHS
The SEM image and EDS analysis location of SIHS.
4.1.3. SICS(사철강 + 탄소강)
Figure 9는 SI와 CS를 단접한 강으로 금속현미경을 이용하여 관찰한 사진이다. 탄소의 함량 차이로 확연하게 단접면의 미세조직이 다르다는 것을 확인하였다. 또한 CS의 탄소의 함량이 SI보다 높아 상대적으로 어둡게 관찰되었다(Figure 9).
Metallographic structure of SICS. (A) Full shot(× 50), (B) Perlite(× 200), (C) Elongated ferrite on perlite and crystal grains(× 200), (D) Perlite in the middle(× 200), (E) forge welded face of CS + SI(× 200).
EDS분석 결과 1번의 경우 우스타이트(Wüstite)이며, 3번은 유리질 바탕, 2번과 4번은 층상의 펄라이트(Pearlite)로 관찰된다(Table 3, Figure 10).
The EDS result of SICS
The SEM image and EDS analysis location of SICS.
4.1.4. SINiS(사철강 + 니켈 탄소강)
Figure 11은 SI와 NiS을 접합하여 만든 단접강이다. NiS의 경우 금속현미경 관찰시 내부 탄소의 함량 차이가 나타나는데 이는 원재료를 생산되는 과정에서 압연이 일어난 것으로 관찰된다(Figure 11).
Metallographic structure of SINiS. (A) Full shot(× 50), (B) Ferrite on the top(× 200), (C) Widmanstatten structure formed on inside perlite and crystal grains(× 200), (D) Forge welded face of D + SI(× 200), (E) Ferrite elongated on perlite.
SINiS의 단접면을 금속현미경으로 관찰한 결과 단접이 잘 이루어진 것을 확인할 수 있다. 이는 FCC구조의 니켈이 완전한 고용체를 만드는 결정이기 때문에 강과의 단접이 잘 이루어진 것으로 보인다(Callister and Rethwisch, 2015).
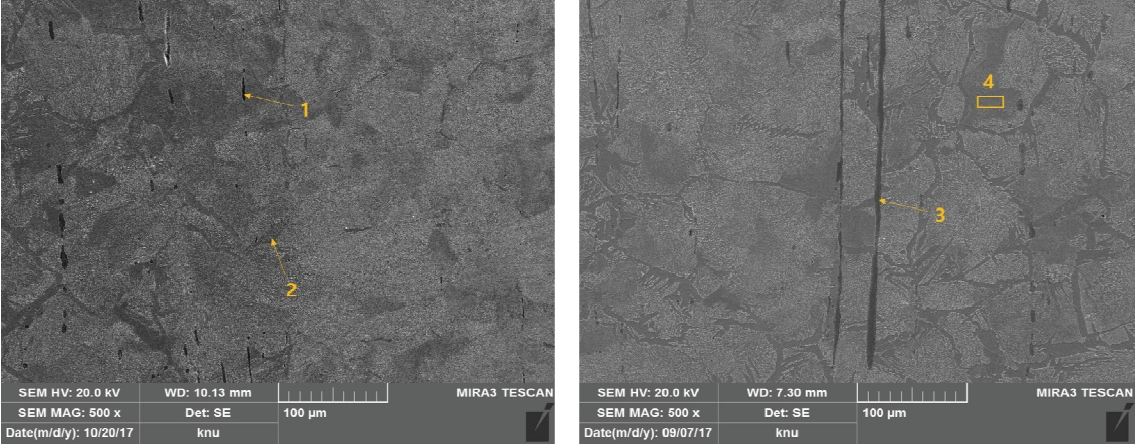
EDS분석 결과 1번과 2번은 산화철로 관찰되며, 3번은 유리질로 관찰된다(Table 4, Figure 12).
The EDS result of SINiS
The SEM image and EDS analysis location of SINiS.
4.2. 결정립 크기 분석
결정립 크기는 금속 재료의 항복강도와 더불어 피로강도 및 인성에도 영향을 주는 아주 중요한 요소이다. 이번에 분석한 모든 시료들은 망치로 단조하여 생산된 소재이다. 단조가 많이 이루어질수록 조직은 미세해진다. 금속조직이 미세해지면 재료의 강도는 증가하게 된다. 따라서 결정립의 크기는 기계적 성질에 영향을 미치며, 결정립이 작을수록 슬립이 어려워지고 강화된다.
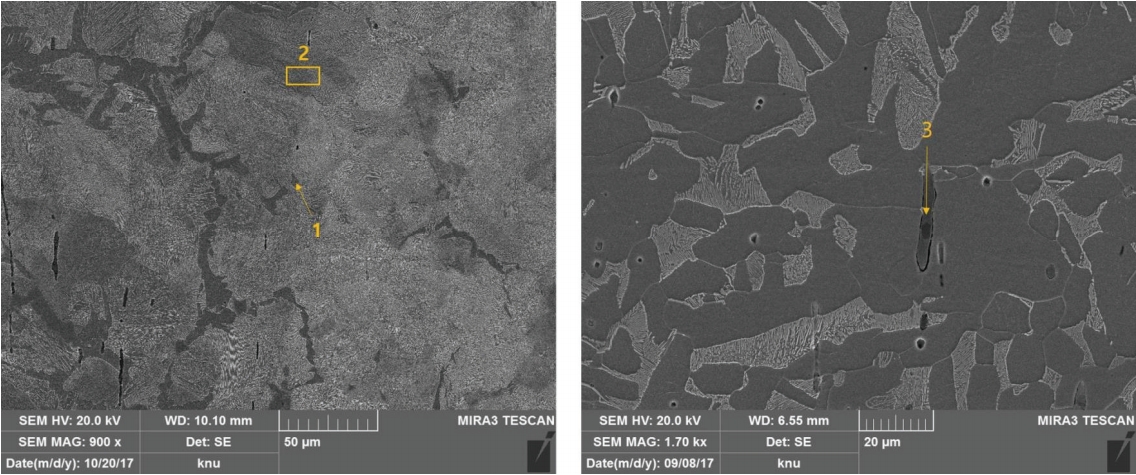
본 실험에서는 Line-intercept method를 이용하여 미세조직과 4개의 라인이 각각 교차하는 부분의 수를 계산하여 평균 결정립 크기를 나타냈다. 선정한 조직의 분석할 부분은 각각 시료들의 단접면을 선정하였으며 기존 SI의 결정립 크기와 비교하고자 하였다. 단접면을 기준으로 측정한 이유는 다른 부위에 비해 접합되어 있으므로 해당 부분의 강도에 따라서 접합이 떨어질 수 있기 때문이다. 모든 시료들의 분석면은 금속현미경의 200배율로 찍었다.
SI의 경우 총 4개의 선이 미세조직과 닿는 부분은 61.5개로 관찰되었다. 분석 결과 SI 미세조직의 평균 결정립 크기는 19.11 μm로 확인되었다(Table 5, Figure 13A).

Average size of crystal grains per forge welded materials
Intersection of metallographic structure and Line in SI(A), SIHS(B), SICS(C), SINiS(D) observed by metallurgical microscope.
SIHS의 경우 총 4개의 선이 미세조직과 닿는 부분은 41개로 관찰되었다. 분석 결과 SIHS 미세조직의 평균 결정립 크기는 28.66 μm로 확인되었다(Table 5, Figure 13B).
SICS의 경우 총 4개의 선이 미세조직과 닿는 부분은 39.25개로 관찰되었다. 분석 결과 SICS 미세조직의 평균결정립 크기는 29.94 μm로 확인되었다(Table 5, Figure 13C).
SINiS의 경우 총 4개의 선이 미세조직과 닿는 부분은 34개로 관찰되었다. 분석 결과 SINiS 미세조직의 평균 결정립 크기는 34.56 μm로 확인되었다(Table 5, Figure 13D).
모든 시료에 대한 평균 결정립 크기를 측정한 결과 SINiS가 34.56 μm로 가장 크다는 것을 확인하였으며, 차례대로 SICS가 29.94 μm, SIHS가 28.66 μm, SI가 19.11 μm로 가장 작다는 것을 확인하였다.
4.3. 비커스 경도 측정 결과
Table 6은 정련 및 단야공정을 통해 금속조직에 따라 2 부분 총 6회의 비커스 경도를 측정한 결과이다. 측정 결과 SICS, SINiS, SI, SIHS 순으로 높은 경도 값을 가졌으며 최저 경도와 최고 경도 차이는 평균 43.66 Hv이다. 이와 같은 결과로 SI가 현재 보편적으로 쓰이는 HS를 단접시킨 SIHS 보다 높은 경도값을 가지며, SiCS는 205.22 Hv, SiNiS는 184.76 Hv으로 같이 단접하게 되면 경도가 높아짐을 확인하였다(Table 6).
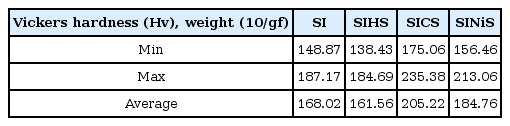
The Vickers hardness result of material
4.4. EPMA 측정 결과
4개의 소재 단접면에 대한 화학조성을 알아보기 위해 EPMA를 측정하였다. EPMA 분석은 단접면의 화학조성을 확인하여 layer의 생성원인을 밝히고자 하였다.
Figure 14A는 SI의 단접면을 EPMA로 분석한 결과이다. 탄소를 중심으로 맵핑한 결과, 분석한 위치의 중앙 층이 양 옆 층보다 탄소의 함량이 낮은 것으로 확인되었다. 또한 철과 규소를 중심으로 맵핑한 결과, 철 부분에서 일부 다른 물질이 확인되었다. 동시에 동일 부분에서 규소가 일부 확인되어 비금속개재물임을 알 수 있었다(Figure 14).
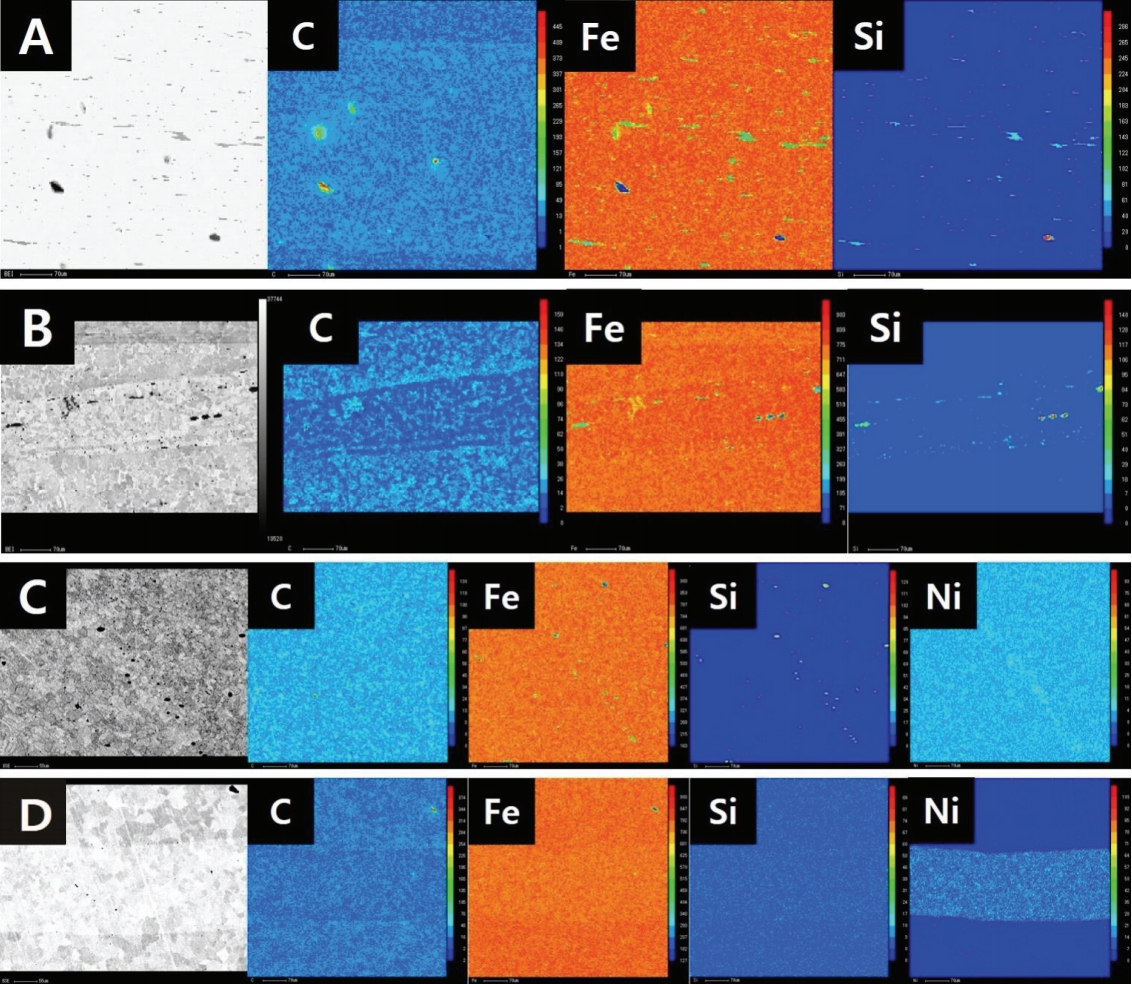
The EPMA results of SI(A), SIHS(B), SICS(C), SINiS(D).
Figure 14B는 SIHS의 단접면을 EPMA로 분석한 결과이다. 탄소를 중심으로 맵핑한 결과, 분석한 위치의 중앙 층이 양 옆 층보다 탄소의 함량이 높은 것으로 확인되었다. 철을 중심으로 맵핑한 결과, 중앙 층이 양 옆 층보다 철 함량이 있으며 이는 중앙 층에서 탄소의 함량이 상대적으로 높았기 때문으로 확인되었다. 또한 철의 맵핑 결과에서 일부 다른 물질이 확인됨과 동시에 규소의 맵핑 결과에서 동일한 위치에서 규소의 함량이 높음을 확인하였다. 이를 통해 이 부분은 비금속개재물로 확인되었다(Figure 14).
Figure 14C는 SICS의 단접면을 EPMA로 분석한 결과이다. 철을 중심으로 맵핑한 결과, 규소의 맵핑한 결과에서도 높게 나타나 비금속개재물로 확인되었다. 탄소의 함량 경우 단접면을 중심으로 눈에 띄는 함량차이는 없었다. 마지막으로 니켈을 중심으로 맵핑한 결과 단접면에서 양 옆의 층보다 니켈의 함량이 높게 확인되었는데, 이는 다른 원소로 맵핑하였을 때 관찰되던 비금속개재물로 확인되었다(Figure 14).
Figure 14D는 SINiS의 단접면을 EPMA로 분석한 결과이다. 철을 중심으로 맵핑한 결과, 중앙부분 철의 함량이 양 옆의 철의 함량보다 낮았으며, 동일한 부분을 탄소로 맵핑한 결과 중앙이 양 옆보다 탄소의 함량이 낮음을 확인하였다. 규소를 중심으로 맵핑한 결과 눈에 띄는 큰 차이는 확인되지 않았다. 마지막으로 니켈을 중심으로 맵핑한 결과 중앙이 양 옆보다 높은 함량을 가진 것으로 확인되었다(Figure 14).
EPMA를 통한 화학조성 확인 결과, SI, SIHS, SICS는 탄소의 함량차이로 인해 layer가 생성되었음을 확인하였고, SINiS는 니켈의 함량 차이로 layer가 생성되었음을 확인하였다.
5. 고찰 및 결론
탄소의 함량 차이로 보이는 다층구조 무늬를 더욱 선명하게 표현하기 위해 재현실험을 통해 얻은 사철강(SI)과 탄소의 함량이 서로 다른 현대강을 단접시켜 비교한 결과 다음과 같은 결론을 도출하였다.
SI와 서로 다른 3종류 현대강의 단접면을 미세조직으로 관찰한 결과 SIHS는 비금속개재물이 관찰되어 단접이 잘 일어나지 않은 것으로 보이며 SICS는 SIHS에 비해 단접이 잘 이루어진 것으로 관찰되었다. SINiS의 경우 다른 소재와 달리 철과 고용이 잘되는 니켈이 함유되어 있어 단접면이 잘 접합되어 있었고, 소재의 표면무늬도 확연하게 관찰되었다.
결정립 크기는 기계적 성질에 많은 영향을 끼치며 결정립 크기가 미세할수록 항복강도는 증가하게 된다. 결정립의 크기는 SI, SIHS, SICS, SINiS의 순서로 19.11 μm, 28.66 μm, 29.94 μm, 34.56 μm로 관찰되나 소재별 큰 차이는 없었으며 경도는 SIHS, SI, SINiS, SICS 순으로 경도가 높았다.
EPMA 측정결과를 통해 탄소의 함량 차이로 인해 무늬의 선명도가 결정되는 것을 관찰하였다. SICS의 경우 탄소의 함량 차이가 큰 폭으로 나타나 다층구조에 따른 표면무늬가 선명하게 나타날 것으로 예상하였으나 다른 소재에 비해 선명도가 낮았으며 SINiS의 경우 니켈과 탄소의 함량 차이가 대비되어 표면무늬의 선명도가 다른 소재에 비해 월등히 높은 것으로 관찰된다.
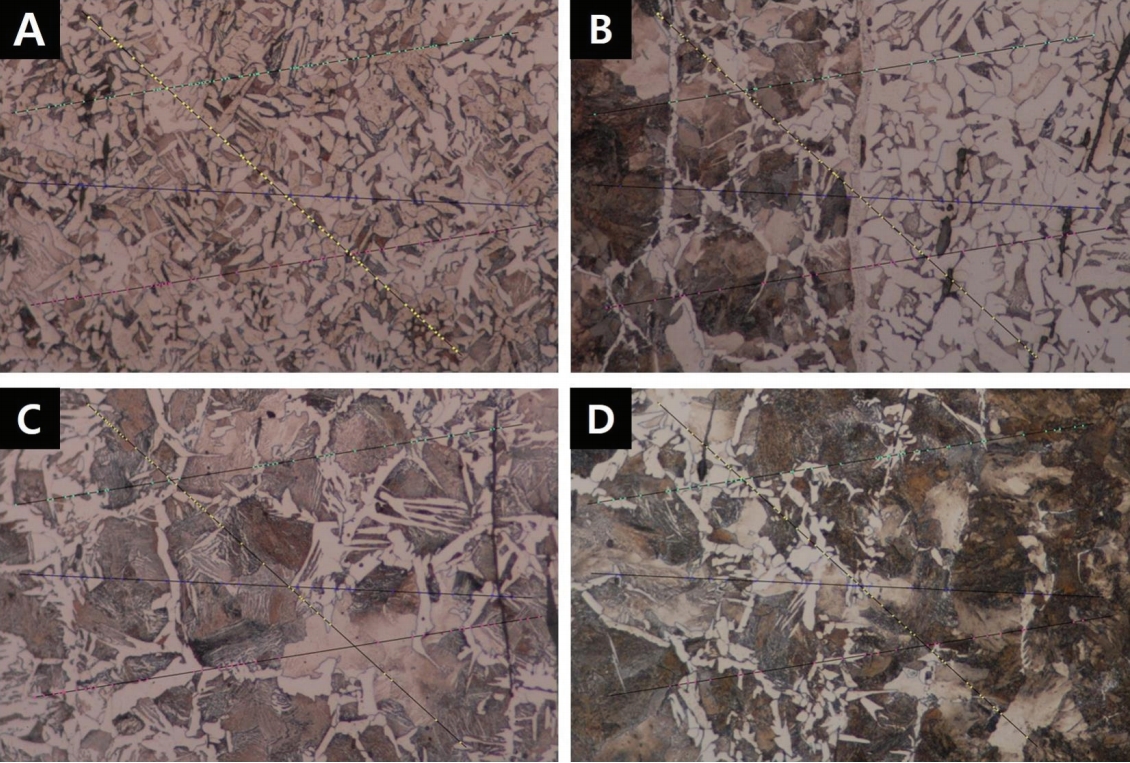
다층구조 소재와 현대강을 단접한 후의 표면무늬를 관찰한 결과 SI의 경우 표면무늬는 확인되나 선명하게 관찰되지 않았으며, SIHS의 경우 색상은 회색으로 현대강과 유사하였으나 SI와 표면무늬를 비교하였을 때 무늬의 선명도가 높았다. SICS의 경우 높은 탄소의 함량 차이로 표면무늬가 다수 관찰될 것이라 예상하였지만, SI와 다른 특징이 없었다. 반면 탄소강에 니켈이 함유된 SINiS의 경우 표면무늬가 가장 선명하였으며 무늬의 간격 또한 일정하게 관찰되었다(Figure 15).

The observance of surface pattern on modern steel forge welded with multi-layered material. (A) SI, (B) SIHS, (C) SICS, (D) SINiS.
이상의 결과로 전통단접기술의 특징인 다층구조 소재에서 표현되는 표면무늬의 선명도를 높이기 위해서는 니켈이 함유된 탄소강이 가장 적합함을 확인할 수 있었다. 또한 경도와 결정립 크기 분석을 통해서도 SINiS가 우수하다는 것을 확인하였다. 표면무늬와 재료과학적 특성은 상관관계가 있지는 않지만 최적의 강을 선택해야 한다는 점에서 SINiS를 사용하는 것이 좋다. 따라서 전통제철법이 적용된 SINiS를 이용하면 우수한 철물을 생산할 수 있을 것으로 보인다. 그러나 현대강과의 단접 실험을 통해 단야공정의 특징을 효과적으로 표현하기 위해서는 소재를 이용한 단접뿐만 아니라 무늬를 더욱 선명하게 표현하기 위한 에칭 기술 또한 중요하다. 추후 에칭함량에 따른 표면무늬에 대한 연구도 함께 이루어지면 고대 제철기술에만 국한 되지 않고 현대에 응용시킬 수 있는 다층구조의 아름다운 무늬를 만들어 다양한 분야에 응용 가능한 것으로 본다.
Acknowledgements
이 논문은 2019년도 정부(과학기술정보통신부)의 재원으로 한국연구재단-전통문화융합연구사업의 지원을 받아 수행된 연구임(No. NRF-2016M3C1B5906955).