풀 컬러 3D 프린팅을 이용한 도자기 복원 방법 연구
A Study on Ceramic Restoration Methods with Full Color 3D Printing
Article information
Abstract
도자기 복원에 사용되는 합성수지는 노화 현상과 유물 손상 가능성 등의 이유로 새로운 재료 및 복원 방식 연구의 필요성이 나타났다. 본 연구에서는 최근 연구되고 있는 3차원 디지털 기술을 활용한 복원 방식에 추가로 풀 컬러 3D 프린터를 접목하여 색상 정보를 지닌 결실 부를 출력하고자 하였다. 물성 실험을 통해 물성을 알아보고, 백자발과 분청사기접시를 대상으로 결실부를 출력하여 색도 및 광택도를 비교하였다. 실험 결과, 출력물은 기존 복원 재료와 인장강도는 유사했으며 압축강도는 약 1.4∼2배 높게 측정되었다. NIST에 의한 색차 값 평가표에 의하면, 백자발은 ΔE*ab 1.55로 눈에 띄는 정도, 분청사기접시는 3.34로 감지할 정도로 나타났다. 프린터의 한계로 정확한 색상 표현은 불가능하였지만 비접촉식 방식으로 손상 가능성을 최소화할 수 있었다. 손상 가능성이 높은 대상물에 적용하거나 결실부의 의도적인 색상 구별을 통해 전시효과의 목적 등으로 활용이 가능할 것으로 판단된다.
Trans Abstract
The use of synthetic resins in ceramic restoration poses several challenges, including aging and potential damage to artifacts, which has raised the need to investigate new materials and restoration methods. This study set out to incorporate full color 3D printing into the 3D digital technology-based restoration method, an emerging approach currently being researched, and to print out missing parts with color information. After examining material physical properties with an experiment, the investigator printed out missing parts from a white porcelain vessel and grayish-blue-powdered celadon plate and compared them in chromaticity and brilliance. The experimental results show that the outputs had comparable tensile strength to the original restoration materials, whereas the recorded compressive strength was approximately 1.4∼2 times higher than that of the original restoration materials. According to the NIST table of color difference values, the white porcelain vessel was visible at ΔE*ab 1.55, and the grayish-blue-powdered celadon plate was perceivable at 3.34. Even though it was impossible to express the colors accurately owing to printer limitations, this non-contact approach reduced the possibility of damage to the minimum. In conclusion, it can be applied to objects with a high chance of damage or generate display effects through purposeful color differentiation in missing parts.
1. 서 론
손상된 도자기 유물은 형태와 문화재로서의 가치를 회복하기 위해 수작업에 의존한 방식을 통해 복원되고 있다. 도자기 유물의 복원은 1970년대 중반, 문화재 관리에 대한 체계가 수립되면서 합성수지에 의한 도자기 복원이 이루어지고 있다(Yang, 2011).
합성수지는 가역성, 접착력, 내구성 등의 물성이 우수하며 각종 충전제의 혼합을 통해 물성 조절이 가능하다는 장점으로 인해 많이 사용되어왔다. 그러나 합성수지는 시간이 지남에 따라 빛, 열, 산소 등에 의해 열화되어 물성이 저하되고, 이로 인해 보존처리된 도자기 유물의 구조적 불안정과 손상을 야기하는 등의 문제점이 나타났다(Nam and Jang, 2016). 작업성이 떨어져 보존처리 과정에서 유물 표면이 오염될 수 있으며 주변 환경에 의해 황변 현상이 나타난다(Shin and Hwang, 2018). 또 수작업에 의한 복원 방식은 성형 도구 등으로 인해 손상 위험 가능성도 높다.
이러한 재료가 가진 문제점을 보완하기 위해 가역성, 작업성, 내황변성 등이 개선된 재료적 보완 연구(Wi et al., 2016)가 이루어졌으며, 최근에는 복원 방식의 보완을 위해 3차원 디지털 기술을 활용한 새로운 비접촉식 복원 방법에 관한 연구도 진행되었다.
3차원 디지털 기술을 활용한 도자기 유물의 복원은 2015년 국립중앙박물관에서 소장 유물인 백자수주를 대상으로 복원한 사례가 있다. 3차원 모델링을 통해 복원 부위의 형상을 만들고 3D 프린터의 출력물을 활용하여 비접촉식 복원을 진행하였다. 이러한 디지털 복원은 역설계의 활용으로 실물 복원에 앞서 결과물을 예측할 수 있으며 유물의 손상을 최소화하여 새로운 복원 방식의 가능성을 보여주었다(Lee, 2016).
복원이 완료된 도자기 유물은 복원 부위와 원 유물 사이의 이질감이 느껴지지 않도록 색맞춤을 실시하는데, 도자기는 표면의 문양이나 색, 유약 등이 다양하게 나타나 숙련된 전문가가 아니면 색맞춤 과정에 어려움이 있다.
최근, 3D 프린터의 기술은 다양한 발전으로 인해 디지털 상에서 맵핑된 색상을 그대로 출력해주는 풀 컬러 3D 프린터가 등장하였다. 풀 컬러 3D 프린터는, 컬러 구현이 가능한 3D 프린터로 CMYK 4가지의 색상을 혼합하여 다양한 색상을 구현할 수 있다. 석고 분말을 재료로 하여 높은 강도를 지니고 있으며, 도자기 유물과의 재질감도 유사하다.
풀 컬러 3D 프린터를 활용하면 색상 정보를 지닌 결실부를 출력하여 복원과 색맞춤 과정을 단일화할 수 있지만, 기존 연구에서는 결실부의 형상 복원에 대해서만 이루어졌으며 컬러 3D 프린터를 활용한 사례는 없다.
이에, 본 연구에서는 새롭게 시도된 3차원 디지털 기술을 활용한 유물복원 방식에 추가로 풀 컬러 3D 프린터를 접목하고자 한다. 실험을 통해 출력 재질의 물성을 확인하고 색상 정보가 있는 결실부를 출력하여 원 유물과의 색도 및 광택도를 비교하고자 한다. 이를 통해 복원과 색맞춤 과정을 단일화 한 새로운 유물복원 방법에 대한 가능성을 확인하고자 한다.
2. 연구대상 및 방법
2.1. 연구대상
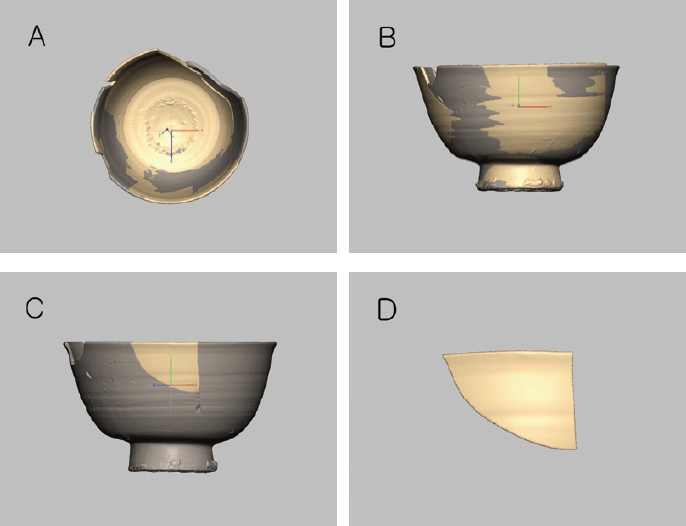
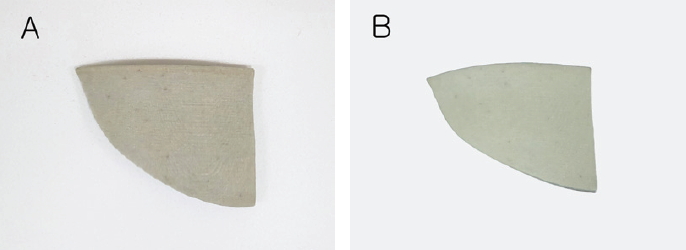
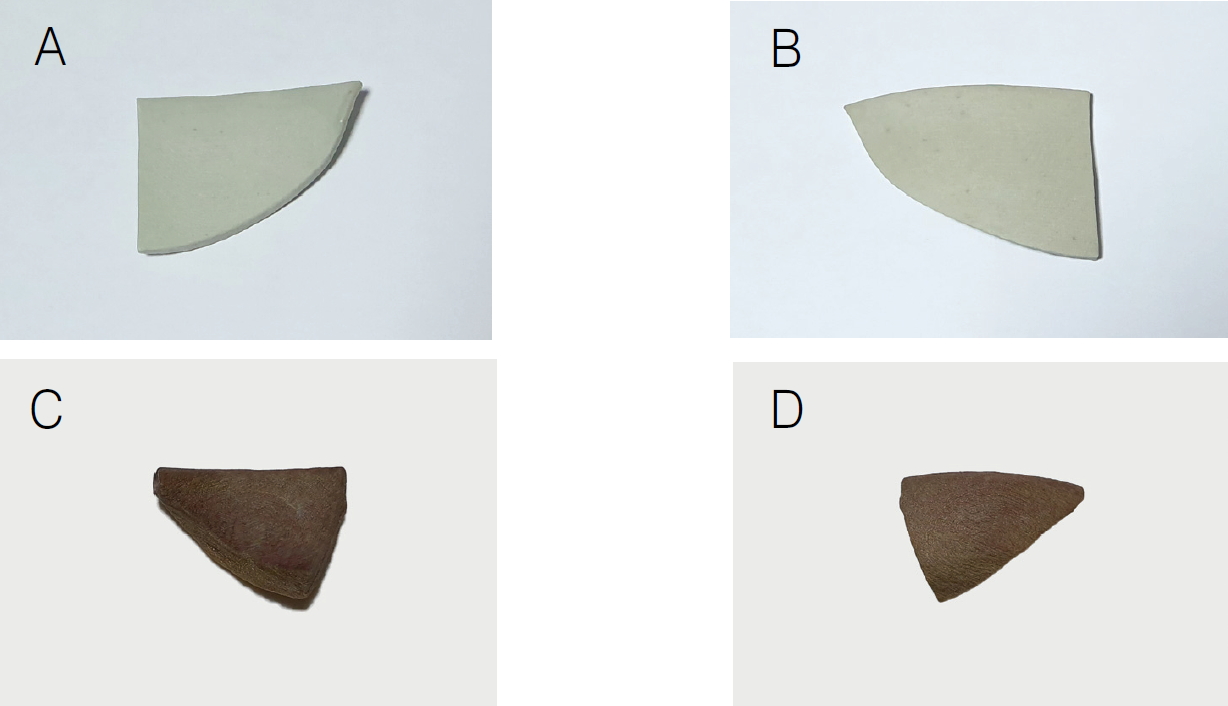
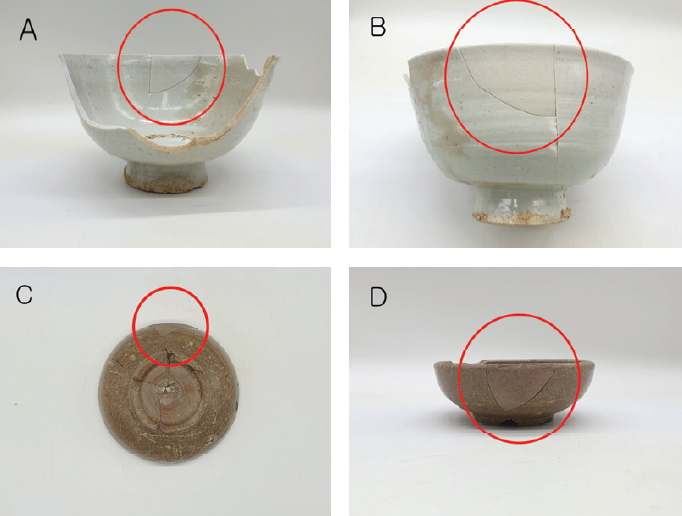
본 연구에서 선정한 대상물은 청백색을 나타내는 백자발과(Figure 1A, 1B). 담갈색을 나타내는 분청사기접시이다(Figure 1C, 1D). 백자발의 크기는 구연부 지름 17.5 cm, 저부 7 cm, 높이 10.5 cm이며 결실된 부분의 크기는 약 4.5 × 5.5 × 0.3 cm이다. 분청사기접시의 크기는 구연부 10 cm, 저부 5 cm, 높이 3.5 cm이며 결실된 부분의 크기는 약 2.5 × 3.5 × 0.5 cm이다. 결실된 구연부 부분과 대칭되는 부분이 두 유물 모두 온전히 남아있어 디지털 복원이 가능할 것으로 판단된다.
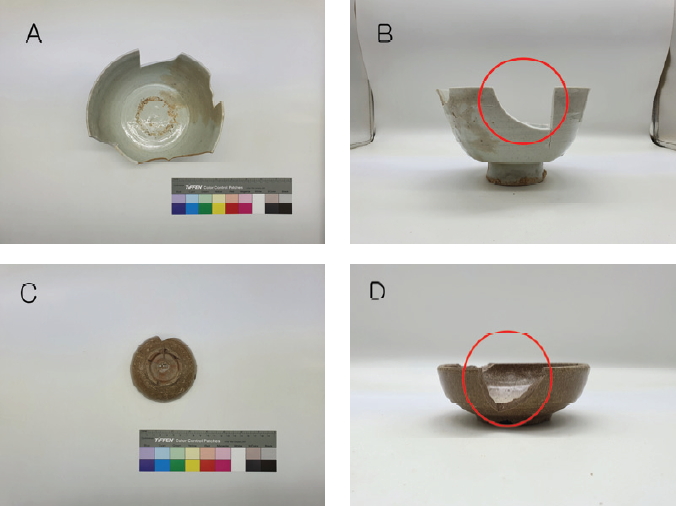
White Porcelain (A) Before Restoration, (B) Restoration Site, Buncheong Ware, (C) Before Restoration, (D) Restoration Site.
2.2. 연구방법
본 논문에서는 출력물에 대한 물성실험을 통해 재료에 대한 적용성을 확인하였다. 컬러 3D 프린터를 활용하여 백자발과 분청사기접시의 결실부를 출력하였으며 분광색측계와 광택측정기를 통해 원 유물과의 색상 차이를 비교하였다. 이를 통해 색상 정보를 지닌 출력물의 적용 가능성에 대해 연구하였다.
물성실험은 기존 복원재료인 에폭시 수지 2종(AW106 + HV953U(Ciba-Geigy Ltd, CHE), L30((주) 풍림, KOR)을 선정하여 풀 컬러 3D 프린터 출력물과 비교하였다. 재료의 물성을 확인하기 위해 인장강도, 압축강도 실험을 진행하였으며, 재료의 자외선에 의한 황변 현상을 확인하기 위해 자외선 열화 조사실험을 실시하였다. 풀 컬러 3D 프린터의 정밀도를 확인하기 위해, 설계 데이터와 출력물의 스캔 데이터를 비교하여 편차를 분석하였다.
인장강도는 시험편의 양 끝을 클립에 물린 후, 시험편이 하중으로 인해 파괴되었을 때까지의 최대 하중을 측정하였다. 만능재료시험기(SHMADZU, AGS-X 5kNX, JPN)를 사용하였으며, 시험기 크로스헤드의 이동 속도는 5 mm/min의 하중을 가하였다. 시험편은 KS M ISO 527-2 규격에 따라 제작하였다.
압축강도는 만능재료시험기(SHMADZU, AGS-X 10kNX, JPN)를 사용하여 측정하였으며 인장강도와 달리 재료가 반드시 파괴되어야 한다는 제한이 없어 시료 높이의 20%를 압축하여 실험을 실시하였다. 시험편은 한 변의 길이가 1 cm인 정육면체 형태로 제작하였다.
자외선 열화 조사실험은 도료의 촉진 내후성 시험 방법인(형광 UV 응축 방식) KS M 5982 규격에 따라 제작된 자외선 조사시험기(Ecposure to Man-made Ultraviolet Light Test Chambe r Co., UV tester, KOR)를 사용하였다. 시험편은 상온에서 24시간 간격으로 0, 24, 48, 72, 96 시간 노출시킨 후, 각 시간별로 분광색측계(Minolta, CM-2600d, JPN)를 사용하여 노출 전⋅후의 색상 변화를 측정하였다.
정밀도 측정은 Geomagic Control-X(3D Systems, USA) 소프트웨어를 사용하여 설계 데이터와 출력물 스캔 데이터의 편차를 비교하였다.
컬러 3D 프린터를 활용한 결실부의 출력은 3D Scanning ⟶ 3D Modeling ⟶ Texture mapping ⟶ 컬러 3D 프린터 출력 순으로 진행하였다.
3D Scanning은 EinScan-pro+(Shining 3D, CHN) 스캐너를 사용하였으며 3D Modeling은 촉각과 힘 등을 느낄 수 있는 햅틱 장치(Touch Haptic, 3D Systems, USA)를 사용하였다.
Texture mapping은 모델링 및 렌더링 등 다양한 기능을 제공하는 소프트웨어(3Ds Max, AutoDesk, USA)와 레스터 그래픽 편집기(PhotoshopCC, Adobe System, USA)를 활용하여 색상 정보를 구현하였다.
풀 컬러 3D 프린터 출력은 CJP 방식의 Projet 660Pro (3D Systems, USA)를 사용하였다. CJP 방식은 롤러를 통해 얇게 펴진 파우더 재료 위에 잉크(CMYK)와 경화 물질을 분사하여 적층하는 원리이다(Figure 2). 석고 분말과 잉크(CMYK)를 주재료로 사용하며 최대 680만 가지의 높은 해상도의 사실적인 색상 표현이 가능하다. 별도의 지지대가 필요 없어 형상에 제한이 없지만 출력 직후 낮은 강도로 인해 추가적인 경화 작업을 필요로 한다. 가장 대중화된 방식이며 추가 도색 작업 없이 풀 컬러로 표현이 가능하다.
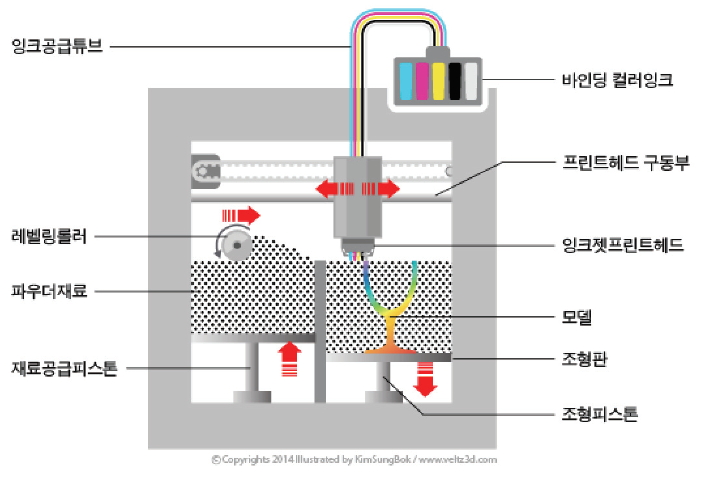
CJP output method (Photo source : http://www.3dm.co.kr).
출력된 복원부는 색상 표현을 비교하기 위해 분광색측계(CM-2600d, Minolta, JPN)와 광택측정기(Gloss Checker IG-320, HORIBA Ltd, JPN)를 사용하였다. 원 유물과의 색 차는 미국표준기술원에 의한 색 차 단위 수치를 참고하여 결과를 나타내었다(Table 1).

Valuation standard according to color difference
3. 결 과
3.1. 물성실험
3.1.1. 인장강도 측정
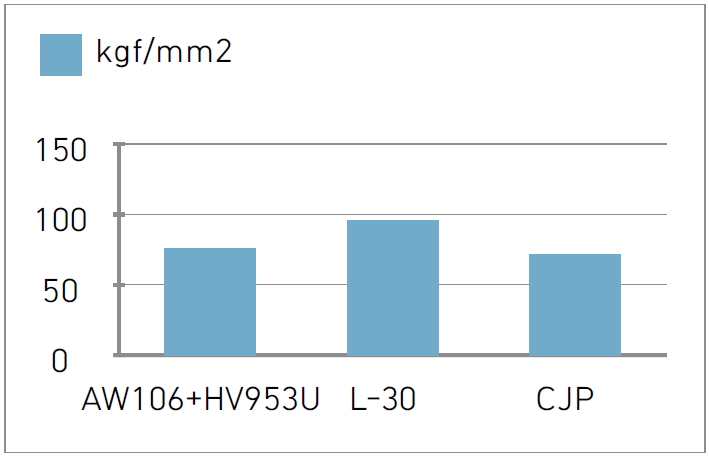
측정 결과는 Table 2, Figure 3과 같으며 L-30(95.41 kgf/mm²), AW106 + HV953U(75.50 kgf/mm²), CJP 방식의 출력물(71.43 kgf/mm²)순으로 나타났다. CJP 방식의 출력물이 가장 낮게 측정되었는데, 기존 수작업 복원재료인 AW106 + HV953U와 3.57 kgf/mm² 차이로 유사한 것으로 나타났다.

Tensile strength measurement result
3.1.2. 압축강도 측정
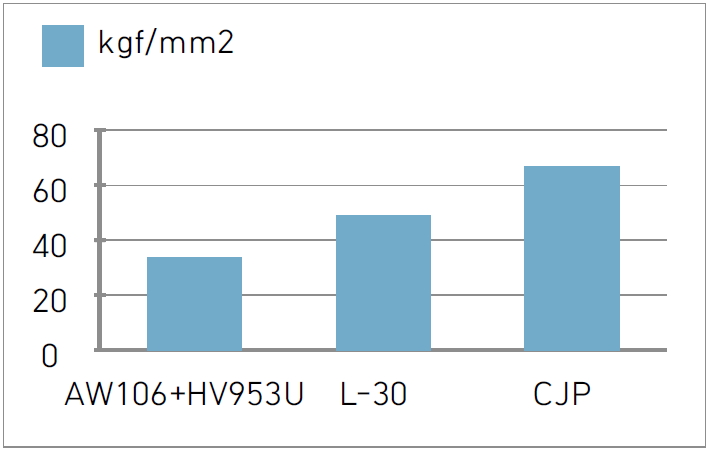
측정 결과는 Table 3, Figure 4와 같으며 CJP 방식의 출력물(66.62 kgf/mm²), L-30(48.69 kgf/mm²), AW106 + HV953U(33.72 kgf/mm²)순으로 나타났다. 기존 수작업 복원재료와 비교했을 때, CJP 방식의 출력물은 가장 높게 측정되었으며 AW106 + HV953U에 비해 약 2배, L-30에 비해 약 1.4배 높게 측정되었다.
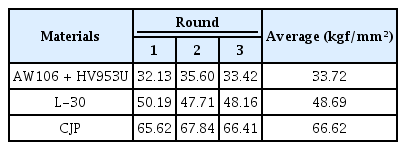
Compressive strength measurement result
3.1.3. 황변성 측정
자외선 열화 전⋅후 측정 결과는 Table 4, Figure 5와 같다. 색차 값(ΔE*ab)은 L-30(22.30), CJP 출력물(11.81), AW106 + HV953U(11.23) 순으로 나타났다. 미국표준기술원에 의한 색차 값 평가표에 의하면, 기존 복원재료인 AW106 + HV953U과 CJP 방식의 출력물은 6.0 이상에서 12.0 미만으로 ‘많음’으로 나타났으며 L-30은 12.0 이상으로 ‘매우 많음’으로 나타났다. 모든 재료에서 황변 현상을 확인할 수 있는 Δb*값의 변화가 가장 크게 나타났다. CJP 방식의 출력물은 명도를 확인할 수 있는 ΔL*값의 변화량도 크게 나타나 탈색 현상이 발생하는 것을 확인할 수 있었다.

UV deterioration irradiation result

UV deterioration irradiation (A) AW106 + HV953U, (B) L-30, (C) CJP printout.
3.1.4. 정밀도 측정
측정 결과는 Table 5와 같다. CJP 방식의 출력물은 첫번째 편에서 0.0713, 두 번째 편에서 0.0537로 두 번의 결과에서 모두 정밀도가 매우 높게 나타났다. 편차를 나타내는 색상은 두 데이터의 편차가 0에 가까울수록 초록색으로 나타나며, 진한 붉은색과 파란색에 가까울수록 최대 1 mm의 편차를 나타낸다(Figure 6). 편차는 0에 가까울수록 출력물의 정확도가 높다.
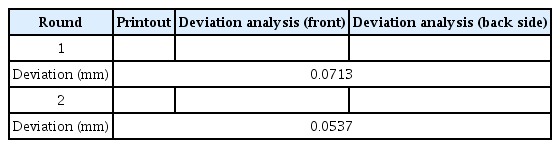
3D Deviation analysis result

Deviation Range of variations according to color.
3.2. 디지털 복원
컬러 3D 프린터 출력물의 색상 표현을 확인하기 위해, 백자발과 분청사기 접시를 대상으로 디지털 복원하였다. 복원 방법은 3D Scanning ⟶ 3D Modeling ⟶ Texture mapping ⟶ 컬러 3D 프린터 출력 순으로 진행하였다.
3.2.1. 3D Scanning
3D Scanning은 대상물의 형상정보인 기초 데이터를 획득하는 과정으로 턴테이블과의 연동을 통해 촬영하였다. 촬영 설정은 최대 0.05 mm의 높은 정밀도로 진행하였으며 구연부, 몸통부, 저부를 각 60°간격으로 총 18회 촬영하였다. 촬영된 스캔 데이터는 중첩된 데이터를 기준으로 병합하여 형상정보를 획득하였다(Figure 7).

3D Scanning (A) 3D Scanning process, (B) 3D Scan data.
3.2.2. 3D Modeling
3D Scanning을 통해 획득한 스캔 데이터의 역설계를 통해 결실부를 복원하였다. 모델링 방법은 먼저 기준점을 설정하고 결실된 구연부 부분과 대칭되는 부분의 데이터를 복사하여 결실부에 위치하였다(Figure 8A). 복사된 데이터는 원면과 정확히 맞지 않고 이격이 발생하는데, 세부 성형과정을 통해 면을 맞춰주는 작업을 진행하였다(Figure 8B, 8C). 이후, Boolean 작업을 통해 결실부 데이터를 획득하였다(Figure 8D).
3D Mode ling (A) Data copy and location, (B, C) Detail molding, (D) Restoration data.
3.2.3. Texture mapping
Texture mapping은 2차원의 이미지를 3차원 물체 표면에 적용시켜 사실감 있는 3차원 데이터를 제작하는 과정을 말한다(Figure 9, 10). 먼저 Unwrap UVW를 통해 Modeling 된 결실부의 3차원 데이터를 2차원의 이미지로 펼치는 작업을 진행하였다(Figure 9A, 9B). 획득한 2차원의 이미지전개도는 레스터 그래픽 편집기(Photoshop CC, Adobe System, USA)를 활용하여 채색하였다(Figure 9C, 9D, Figure 10A). 채색은 유물 내⋅외면을 사진 촬영하여 획득한 유물의 색상 정보를 통해 진행하였다.
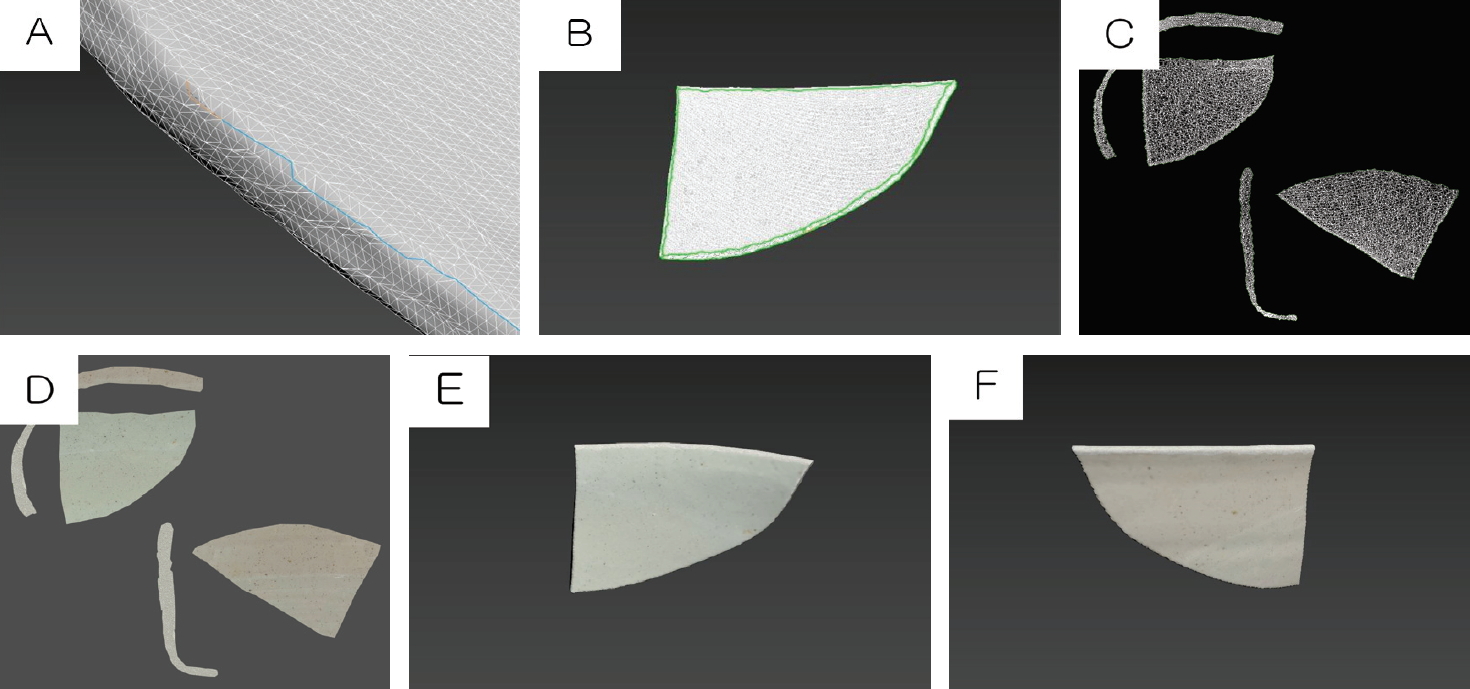
White Porce lain Te xture mapping (A, B) Unwrap UVW proce ss, (C) Planar figure be fore coloring, (D) Planar figure after coloring, (E, F) Texture mapping complete.

Buncheong Ware Texture mapping (A) Planar figure after coloring, (B, C) Texture mapping complete.
사진 촬영은 고화소 카메라(NIKON D850, NIKON, JPN)를 사용하였으며 조리개, 감도, 셔터스피드는 F/18, ISO-100, 1/125로 설정하였다. 촬영된 유물 사진은 분광색측계를 사용하여 얻은 대상물의 L*, a*, b* 값을 기준으로 레스터 그래픽 편집기를 통해 명도, 채도 등을 수정하여 색상을 보정하였다. 채색이 완료된 2차원의 이미지는 3차원 대상물에 적용시켜 사실감 있는 결실부 데이터를 제작하였다(Figure 9E, 9F, Figure 10B, 10C).
3.2.4. 풀 컬러 3D 프린터 출력
Texture mapping이 완료된 결실부 데이터는 CJP 방식의 Projet 660Pro(3D Systems, USA) 풀 컬러 3D 프린터를 사용하여 출력하였다(Figure 11). 출력된 결실부 편은 디지털 색상 정보에 비해 명도와 채도가 낮게 출력되어 전체적으로 원 유물에 비해 어둡게 나타나는 탁색 현상이 나타났다(Table 6). 원 유물과 출력물의 색차 값을 나타내는 ΔE*ab는 7.09로 ‘많음’ 수준으로 나타났다. 명도를 나타내는 L*값은 약 10% 낮게 출력되었으며 a*값은 약 30% b*값은 약 40% 낮게 출력되었다. 이를 보완하기 위해 디지털 상에서 L*값은 10%, a*값은 30%, b*값은 40% 높게 수정하여 색상 정보를 보완하였다(Figure 12A, 12B). 수정 후 원 유물과 출력물의 ΔE*ab는 1.55로 수정 전 ‘많음’에서 ‘눈에 띄는 정도’로 보완되었다. 색상 정보의 수정을 통해 결실부의 결과물을 출력하였다(Figure 13).
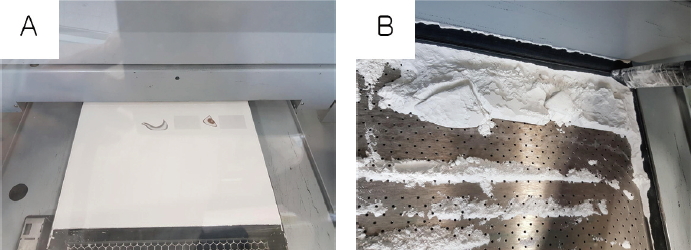
Projet 660pro 3D Printer (A, B) 3D prining.
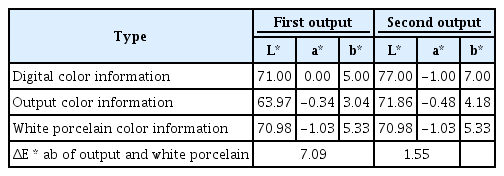
Color information of outputs and white porcelain
3D printer output modification (A) First output, (B) Second output.
Final 3D printer output (A, B) White Porcelain, (C, D) Buncheong Ware.
3.2.5. 대상물과 복원부 출력물의 색도 및 광택도 비교
백자발과 출력물의 색도 비교결과는 Table 7과 같다. ΔL*은 0.88, Δa*는 0.55 Δb*는 –1.15, ΔE*ab는 1.55로 나타났다. 미국표준기술원에 의한 색차 값 평가표에 의하면, ΔL*, Δa*, Δb*는 모두 ‘근소한 정도’로 나타났으며 전체적인 색차 값인 ΔE*ab는 ‘눈에 띄는 정도’로 나타났다. Δ b*의 값이 가장 크게 차이를 보였으며 Δb*값은 채도로 Yellow(+)∼Blue(-) 값을 나타낸다. Δb*값은 -값을 나타내 Blue 계열에 더 가까운 색상으로 나타나, 출력물이 백자발에 비해 푸른빛이 강하게 도는 것을 확인하였다(Figure 14A, 14B).
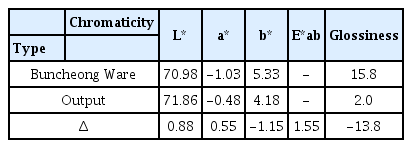
Comparison of chromaticity and glossiness of white porcelain and output
Restoration complete (A, B) White Porcelain, (C, D) Buncheong Ware.
분청사기접시와 출력물의 색도 비교결과는 Table 8과 같다. ΔL*은 –2.81, Δa*는 1.78 Δb*는 0.30, ΔE*ab는 3.34로 나타났다. ΔL*, Δa*는 ‘눈에 띄는 정도’, Δb*는 ‘색차 미약’으로 나타났으며 전체적인 색차 값인 ΔE*ab는 ‘감지할 정도’로 나타났다. ΔL*의 값이 가장 크게 차이를 보였으며 L*값은 명도로 White(+)∼Black(-) 값을 나타낸다. L*값은 -값을 나타내 출력물이 분청사기접시에 비해 어두운 색상을 나타내는 것을 확인하였다(Figure 14C, 14D).
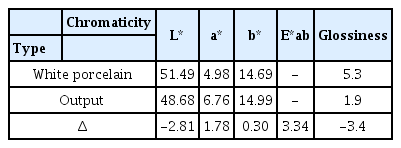
Comparison of chromaticity and glossiness of Buncheong Ware and output
광택도는 백자발 15.8, 백자발 출력물 2.0으로 나타났으며 분청사기접시 5.3, 분청사기접시 출력물 1.9로 측정되었다. 백자발은 –13.8, 분청사기접시는 –3.4만큼 차이가 나타났다. 출력물의 광택도는 거의 없는 것으로 나타나 기존 수작업 방식과 마찬가지로 바니쉬 등을 활용한 추가적인 광택처리가 필요하다.
4. 고찰 및 결론
본 논문에서는 풀 컬러 3D 프린팅을 이용한 도자기 복원 방법 연구를 위해 물성실험과 백자발을 대상물로 선정하여 복원을 실시하였다. 물성실험은 컬러 3D 프린터 출력물과 에폭시수지 2종(AW106 + HV953U, L30)의 측정값을 비교하였으며 실험 결괏값에 따라 다음과 같은 결론을 지었다.
첫째, 물성실험 결과, 기존 수작업 복원재료의 대체 재료로서 적용 가능성을 확인하였다. CJP 방식의 출력물은 기존 복원재료와 인장강도는 유사하게 나타났으며 압축강도는 약 1.4∼2배 높게 측정되었다. 결실부는 디지털 상에서 복원되어 고정밀의 3D 프린터를 통해 출력되므로, 수작업 방식의 성형 과정이 불필요하다. 또한 추후 복원부에 문제가 발생하였을 경우에도 탈착식으로 손쉽게 교체가 가능하므로 작업성에 제한이 없으며 가역성이 뛰어나다. 따라서 기존 복원재료와 비슷하거나 우수한 강도를 지니고 있는 CJP 방식의 출력물은 대체 재료로서 사용이 가능할 것으로 판단된다.
둘째, 황변 현상 등 재료에 문제가 생겼을 경우 손쉽게 대처가 가능하다. 자외선 열화 조사 결과, 기존 복원재료와 CJP 방식의 출력물은 모두 ‘많음’으로 황변 현상이 나타났다. 복원 재료에 문제가 발생하였을 경우, 기존 복원재료는 비가역성으로 인해 재처리에 어려움이 나타난다. 하지만 컬러 3D 프린터 출력물은 탈부착식으로 재출력하여 손쉽게 교체할 수 있으므로 활용 가능성이 뛰어나다.
셋째, 비접촉식으로 유물 손상 가능성을 최소화할 수 있다. 에폭시 수지는 긴 경화시간으로 인해 작업성이 떨어지며 유물 표면에 묻거나, 성형 과정에서 사용되는 소도구 등으로 인해 손상 위험 가능성이 높다. 컬러 3D 프린터는 출력과 동시에 경화가 이루어지므로 빠른 복원이 가능하다. 또, 높은 출력 정밀도로 인해 디지털 상에서 결과물을 구현하고 수정을 진행할 수 있으므로 보다 정확하고 안전한 복원이 가능하다.
넷째, 복원과 색맞춤 과정이 단일화된 결실부의 출력이 가능하다. 스캔 데이터의 역설계를 통해 결실부를 모델링하고, Texture mapping과 풀 컬러 3D 프린터를 통해 색상 정보가 구현된 복원부를 출력할 수 있었다. 출력된 복원부는 명도와 채도가 낮게 출력되는 현상이 나타났는데, 디지털 상에서 색상 정보를 수정하여 보완이 가능하였다. 하지만 풀 컬러 3D 프린터의 한계로 정확한 색상표현은 불가능하여 손상 가능성이 높거나 복원이 어려운 형태의 대상물에 적용이 가능할 것으로 판단된다. 또한 결실부와 원 유물 간의 의도적인 색상 구별을 통해 전시효과의 목적 등으로 활용이 가능할 것으로 판단된다.